Controllable Gas Springs in White Appliance Production

With the high demand in detailed stamping when producing parts for white appliance products, the stamping process has to be just as complex. For this well-known manufacturer of electrical home appliances in China, we were able to support in the making of the metal mesh that goes into microwave doors. The metal mesh is vital for the purpose of preventing electromagnetic leakage. Out of all door parts, this metal mesh is important for the safety of the microwave user.
Producing the Metal Mesh Plate
When producing microwave metal mesh, the process starts with a flat meshed metal plate. By going through each process, the flat meshed metal plate will turn into the shape that is put into the microwave door. When stamping the meshed metal plate, a delayed return unit is needed for the first return stroke to avoid any damage to the plate.
The Stamping Process in Chronological Order:
1. Drawing
2. Side drawing
3. Cutting and piercing
4. Cutting and piercing again
5. Flanging
6. Trimming
The Tool Building Project
The project took five months to complete, from product introduction at the customer site to the final product, which has now produced more than 1.7 million pieces.
It all started with the customer contacting the KALLER team and setting up an appointment to go through the products available and what issue they had to solve. When the goal is set for what the tool will be used for, the design process starts. When designing tools, it is important to try making the tool as optimized as possible to save the customer both time and expenses.
After having the tool designed, the trial period starts. At this point, it is important to make sure that the product and tool meet the customer's expectations. When the trial period ended, and the customers were pleased with the outcome, the tool was put into production.

The Stamping Processes from Plate to Product
For the metal mesh plate to become the final product, the stamping process is divided into two steps. The stamping has to be well performed since the demand for a detailed and precise finish, as well as the function of the final product, is of high importance for the end use.
By using Controllable Gas Springs (KF2), the end result will be as high level as is expected and bring a higher quality feeling to the final product. In the images below, take notice of the result on the edges of the stamped metal plate.
Step 1 Results:
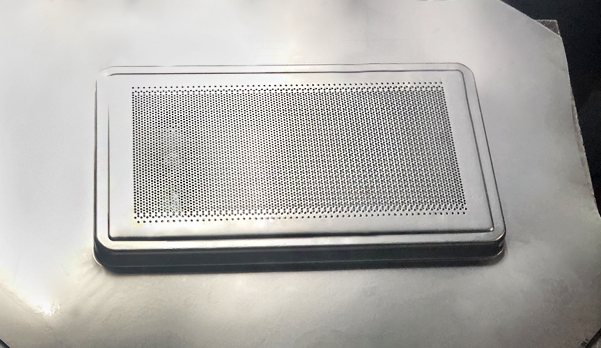
With KF2 System
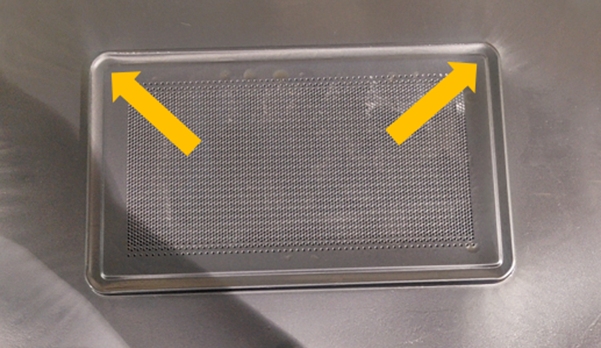
Without KF2 System
Step 2 Results:
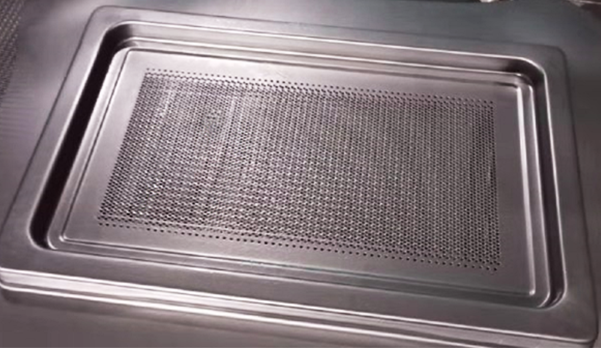
With KF2 Products

Without KF2 Products
The Process Matters
The steps in the stamping process are optimized to be as time-efficient and cost-effective as possible. The metal mesh plate being stamped in one single process without having to move the plate reduces the risk for the coworkers handling the tool and production. The process can be seen below in the video, separate and in one take.
Process Step 1
Process Step 2
Process Step 1 and Step 2
KF2 Gas Springs Result in Success
Choosing KF2 Gas Springs for this die project was what gave the result that was expected. With the ability to make the stamping process more precise, the result will be exactly that: precise. The KALLER KF2 Gas Springs is what the customer needed, and so far, the tool has produced more than 1.7 million pieces.
By choosing KF2 Gas Springs, the process of stamping has the opportunity to be much more precise since you have the option of having several steps in your stamping tool instead of just one press motion. Controllable Gas Springs have the ability to be controlled via timing by staying locked in their bottom position until the return stroke is appropriate.
KALLER Newsletter
Want to stay up to date on all the latest KALLER news, including brand new case studies, as soon as they’re published? Sign up for our newsletter!